
热流道也称换热流道,是指用来传递液体、气体和固体的一种装置,具有传热、传质等功能。它可以将能量传递到机器的部件,维持机器正常运行或达到配置要求,是机械设备系统中重要的一环。热流道(anolehotrunner)是在注塑模具中运用的,将融化的塑料粒子注入到模具的型腔中的加热组件体系。

一、热流道的原理
热流道模具是将传统式模具或三板式模具的浇道与流道通过加热,即不需要取出流道和浇道的一种簇新结构。
二、热流道的分类
热流道体系分为绝热流道(fullyhotrunner)和微型半热流道体系(semihotrunner)。绝热流道的规划复杂,但作用好和保护本钱十分低。微型半热流道结构化繁为简,安稳好用,故障率低,因结构简略因此保护本钱低,对生产的安稳进行有更大确保。
热流道分类:开放式(用于微型半热流道)、针阀式(用于绝热流道)。
开放式结构简略,适用于微型半热流道,不适于绝热流道,绝热流道对资料的局限性较高,并且直接接触到产品外表,易呈现拉丝和走漏,外表质量差。微型半热流道不接触产品而是接触到微小流道,所以能够运用开放式热喷嘴,在国外的高精模具中使用较多。而针阀式热流道节省资料,塑件外表美观,一起内部质量严密、强度高
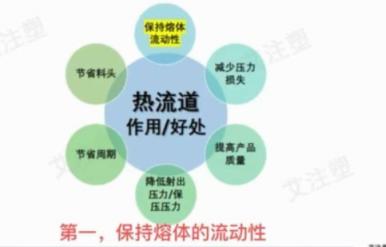
三、热流道的作用
热流道的作用主要有控制机器温度、保护机器元件和传热的作用。它可以将能量传递到机器的部件,维持机器正常运行或达到配置要求,是机械设备系统中重要的一环。
四、热流道的结构
热流道的结构一般由传热元件、热路径和机械载体等组成。传热元件是热流道的核心部件,它的类型有换热管、换热器、热交换器等,主要功能是将外部热能传到内部,保持机器的内部热能稳定。热路径由热传输介质(液体或气体)和管道等组成,其主要作用是把传热元件的热量传递到机器的各个部位。机械载体是指热流道的固定结构,它将传热元件与热路径连接起来,把整个热流道系统固定在机器上。
五、热流道的应用
热流道主要应用于电子设备、汽车、重型机械等行业,其中电子行业中更是广泛应用。热流道可以有效地把发热元件的热量传递到机器的各个部位,从而维持机器的正常工作状态,同时也可以防止电子元件因过热而损坏。另外,热流道还可以用于传热和传质,比如在化工行业中,它可以帮助进行一些反应,从而使化学反应的效率更高。
六、热流道的优缺点
热流道的优点:
1. 减少或完全取消了料头,无需分拣,最大程度实现了注塑成型加工的自动化,无人(无灯)车间得以实现。
2. 因为减少或完全取消了料头,所以减轻或避免了去除料头,料头粉粹或造粒,料头额外存储及场地,运输,预干燥等后处理费用。节省了人力及设备等资金投入。粉粹后的料头物料性能会降低,也会造成环境污染。
3. 因为料头的减少或取消(料头需要较长的时间冷却),注塑周期缩短成为可能。
4. 因为节省了料头,减少了注射体积,采用小一号的注塑机成为可能。
5. 因为节省了料头,降低了投影面积,使得锁模力和塑化能力得到降低。
6. 为浇口的几何设计提供了最大的自由度。在大型制品的模具中可更自由的优化选择浇口,使得充模流动更均匀,模腔中温度损失,压力损失更小。减少了收缩差异和内应力,改善了结合线,制品强度,外观等品质。
7. 简化了某些类型的模具设计。(比如传统的三板模可省去拨料板,多腔模具优势更明显。)
8. 限制了温度下降,不需要像冷流道系统那样以提高注射温度来补偿熔体温度的下降。这对长流程制品,成型温度范围窄的结晶型塑料意义重大。
9. 减小了充模注射压力,使注塑机的锁模力减小。
10. 增加了有效保压时间,改善了保压效果,对制品质量有正面影响,降低了收缩。
11. 阀式系统实现了流量,保压时间可控,使调整结合线,改善制品均质等工艺手段更易实现。
12. 让叠层模具,层压模具,接力成型,多色成型,家族模具等技术成为可能。
13. 让薄壁,厚壁,长型芯,倒装制品更易实现。
14. 浇口痕迹更小。
15. 强化了注塑机功能,提高了注塑效率。(减少了充填和保压时间,锁模力,增加了有效注射量,缩短了冷却时间,开模时间,降低了能量消耗。)
热流道的缺点:
1. 热流道必须结合具体的塑胶品种,制品要求等由专业人员来选择配置,同一款热流道不可能适应所有的塑胶品种和制品要求。比如颜色和塑胶品种的更换,对于有些热流道配置是不可能实现的。
2. 热流道的操作及使用人员必须经过专业培训。比如热流道的启动,暂停,更换颜色时的清洗,生产结束的清洗等。同样维护,修理也要专业的人员来进行。
3. 热敏性材料有更大的烧损分解风险。
4. 热流道的死角,生产中断,塑胶在热流道内停留时间过长等使塑胶更易分解。这在加工PVC,高温材料,含阻燃剂材料时要尤为注意。
5. 原料的机械杂质会使热流道变得容易堵塞。
6. 相较于冷流道模具,热流道系统更易流延和发生泄漏。
7. 由于热咀直径的关系,一些小型腔的数目和分布受限。
8. 模具高度增加,可能超出注塑机的限制。
9. 发挥热流道系统作用的前提条件是注塑机和模具的自动化操作。
10. 模具变得更复杂。
11. 模具的维修范围和难度,频率被扩大。
12. 模具的成本增加,尤其是针阀式热流道。(热流道适宜大批量生产)
13. 热流道无故障运行要求操作谨慎和高度的精确性(尤其是模具制造)。
14. 相对于冷流道模具,热流道换色更加困难。
15. 铜及铜合金的应用可能导致物料(如PP,POM)催化降解,金属表面遭受化学腐蚀进而导致热流道损坏。铍铜的应用对热流道制造人员的安全防护,塑胶制品的使用范围提出更高的要求。
总结:80年前第一个热流道专利被注册,30年前热流道逐步进入中国大陆,20年前本土热流道企业开始萌芽,到今天热流道行业的竞争已白热化。热流道技术很简单,简单到中低端市场已是一片红海,热流道公司多如过江之鲫;热流道技术也很复杂,复杂到高端市场依旧被几家外资企业牢牢控制,不可撼动。无论是使用者还是制造者,我觉得还是应对热流道有一个清醒的认识。热流道的优点是明确的,20年来的快速推广已说明了一切。热流道的缺点和限制同样明确,不是所有的制品都适用热流道,他不是万能的。了解他,敬畏他,善用他。
文章来源网络整理或者用户投稿,不代表本站立场,版权归原作者所有,如果侵犯你的权益,请联系管理员删除:闪电 博客,转转请注明出处:https://www.xiaoyuerqingfen.cn/n/14751
 微信扫一扫
微信扫一扫  支付宝扫一扫
支付宝扫一扫